
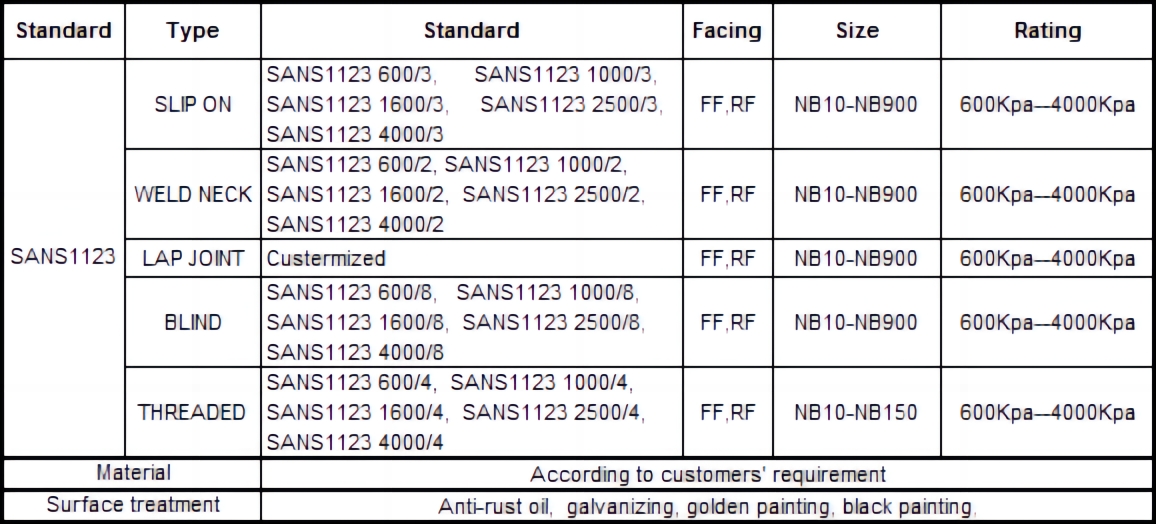
بموجب معيار SANS 1123، هناك عدة أنواع من الفلنجات المنزلقة، وفلنجات عنق اللحام،الشفاه المشتركة اللفة,الشفاه العمياءوالشفاه الخيوط.
من حيث معايير الحجم، يختلف SANS 1123 عن المعايير الأمريكية واليابانية والأوروبية الشائعة.بدلاً من الفئة، PN وK، تتبنى SANS 1123 تمثيلاً خاصًا: على سبيل المثال، مع شفة اللحام المسطحة للرقبة 600/3، 1000/3، 1600/3، 250/3، 4000/3، مع شفة اللحام بعقب الرقبة هي مختلفة، 600/2، 1000/2، 1600/2، 250/2، 4000/2، الحافة العمياء هي 600/8، 1000/8، 1600/8، 2500/8، 4000/8، الحافة الملولبة 600/ 4، 1000/4، 1600/4، 2500/4، 4000/4، شفة فضفاضة يمكن تخصيص الحجم.
شفة SANS 1123 قريبة من الحافة الأوروبية المميزة بـ PN، ويتراوح معدل الضغط الخاص بها من 250 كيلو باسكال إلى 4000 كيلو باسكال، والذي يتم تحويله إلى تصنيف الضغط المميز بـ PN، أي PN 2.5 إلى PN 40، ولكن درجة الحرارة المطبقة هي - من 10 إلى 200 درجة مئوية، ونطاق درجة الحرارة المطبق صغير.بعد التحقق، وجد أنه، بالمقارنة مع شفة BS EN 1092-1، تحت نفس الحجم الاسمي وفئة الضغط المقابلة، على الرغم من أن بعض الشفاه ذات الحجم الاسمي الأكبر لشفة SANS 1123 أرق، فإن القطر الخارجي للشفة ومركز فتحة الترباس قطر الدائرة ومجموعات التثبيت ومواصفات الخيط، التي تحدد ما إذا كان يمكن تثبيت الشفتين بواسطة أدوات التثبيت، هي في الأساس نفس حجم اتصال الحافة، لذلك، تلبي شفة SANS 1123 بشكل أساسي متطلبات درجات مواد الأنابيب المختلفة في هذا المشروع.
نظرًا لأن مستوى تكنولوجيا إنتاج أنابيب الصلب في جنوب إفريقيا يتخلف عمومًا عن مستوى الدول المتقدمة في أوروبا والولايات المتحدة، فإن المؤشرات الفنية لأنابيب الصلب المنتجة وفقًا لمعايير جنوب إفريقيا منخفضة وقدرة تحمل الضغط محدودة، فإن فولاذ جنوب إفريقيا يتم استخدام معيار الأنابيب لهذا المشروع فقط لأنابيب الفولاذ الكربوني ذات درجة الحرارة المنخفضة والضغط المنخفض، وأنابيب الفولاذ الكربوني ذات الضغط التصميمي > 2.5 ميجا باسكال أو درجة الحرارة التصميمية > 100 ℃ وجميع أنابيب الفولاذ المقاوم للصدأ تعتمد المعايير الأمريكية.هناك اختلافات معينة في التركيب الكيميائي ومؤشر القوة لمواد الأنابيب الفولاذية في معايير أنابيب الصلب في جنوب إفريقيا ومعايير أنابيب الصلب الأمريكية، وبعض الأنابيب الفولاذية لها أقطار خارجية مختلفة (انظر الجدول 1، مثل DN65).على الرغم من أن مشكلة الاختلاف في التركيب المادي للمادة الأساسية للأنبوب الفولاذي عند طرفي اللحام يمكن حلها من خلال اختيار قضبان اللحام وتحسين عملية اللحام، ومشكلة الاختلاف في القطر الخارجي للأنابيب الفولاذية. يمكن حل الأنابيب الفولاذية على طرفي اللحام التناكبي من خلال التشذيب المتدرج، وهذا بلا شك يجلب صعوبات كبيرة في بناء خط الأنابيب ولا يفضي إلى ضمان جودة البناء.يمكن تحقيق اتصال الختم من خلال تعاون الحافة والحشية والقفل.تفصل الحشية بين الحواف عند كلا الطرفين، ولا يتطلب المثبت نفس مادة الحواف عند كلا الطرفين.لذلك، يمكن حل الفرق بين تركيبة المواد والقطر الخارجي للأنابيب الفولاذية عند كلا الطرفين.بعد كل شيء، عادة ما يتم توصيل الأنابيب الفولاذية بمعايير مختلفة في المكان الذي تتغير فيه درجة مادة الأنبوب.هذه المفاصل ليست كثيرة، واستخدام الشفاه لن يضيف الكثير من التكلفة للمشروع.
وقت النشر: 02 مارس 2023



