




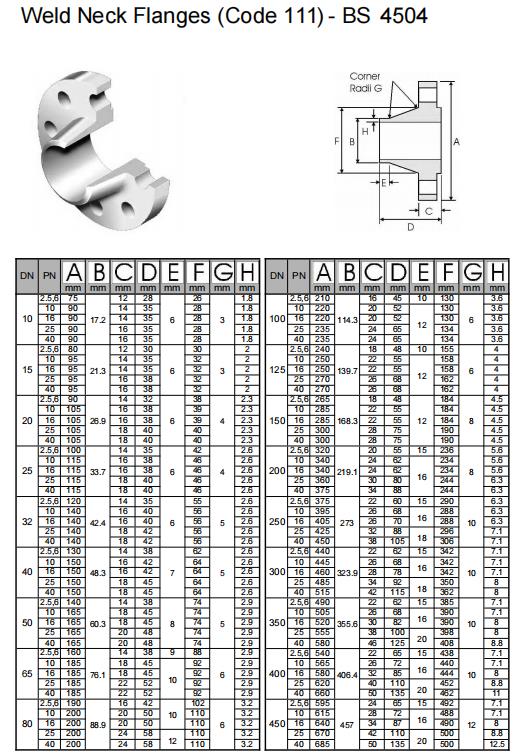
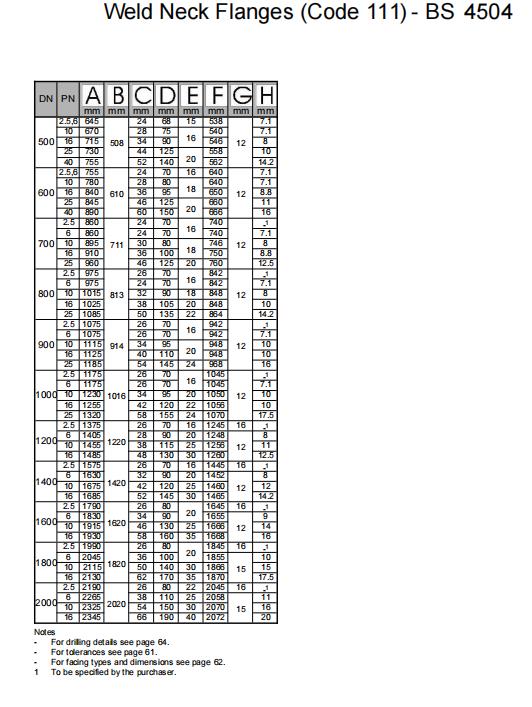
شفة عنق اللحام الطويلة المزورة BS4504 PN10-PN40
صورة
بيانات
| شفة الرقبة اللحام | |||||||||
| معيار | BS4504 | BS4504 BS10 الجدول D/E | |||||||
| مادة | أستم A105 ST37.0 A350 LF2 A694 F60 A694 F70 SS304 SS321 SS316 | ||||||||
| الضغط الاسمي | PN10، PN16، PN25، PN40 | ||||||||
| ملائم واسطة | النفط والغاز والمياه أو وسيلة أخرى | ||||||||
| تكنولوجيا | مزورة، يلقي | ||||||||
| موعد التسليم | 15-60 يوما | ||||||||
| مصطلح الدفع | فوب، سيف | ||||||||
| التعبئة والتغليف | حالات الخشب الرقائقي | ||||||||
مقدمة المنتج
شفة اللحام التناكبي، والمعروفة أيضًا باسم شفة الرقبة العالية، عبارة عن رقبة عالية طويلة ومائلة من نقطة اللحام بين الحافة والأنبوب إلى لوحة الحافة.تنتقل سماكة الجدار لهذا القسم من الرقبة العالية تدريجياً إلى سماكة جدار الأنبوب على طول اتجاه الارتفاع، مما يحسن انقطاع الضغط وبالتالي يزيد من قوة الفلنجة.يتم استخدام شفة اللحام التناكبي للرقبة بشكل رئيسي في المناسبات التي تكون فيها ظروف العمل قاسية نسبيًا، مثل المناسبات التي يكون فيها الضغط عندشفةكبير أو يتغير الضغط بشكل متكرر بسبب التمدد الحراري لخط الأنابيب أو الأحمال الأخرى؛الأنابيب ذات التقلبات الكبيرة في الضغط ودرجة الحرارة أو الأنابيب ذات درجة الحرارة المرتفعة والضغط العالي ودرجة الحرارة المنخفضة تحت الصفر.
الشفة اللحام بعقب الرقبةليس من السهل تشويهه، وله ختم جيد، ويستخدم على نطاق واسع.لديها متطلبات الصلابة والمرونة المقابلة وانتقال ترقق اللحام بعقب معقول.المسافة بين الوصلة الملحومة وسطح المفصل كبيرة، وسطح المفصل خالي من تشوه درجة حرارة اللحام.إنها تعتمد هيكلًا معقدًا نسبيًا على شكل بوق، وهو مناسب لخطوط الأنابيب ذات الضغط الكبير أو تقلبات درجات الحرارة أو خطوط الأنابيب ذات درجات الحرارة المرتفعة والضغط العالي ودرجات الحرارة المنخفضة.يتم استخدامه بشكل عام لتوصيل خطوط الأنابيب والصمامات ذات PN أكبر من 2.5 ميجا باسكال؛كما أنها تستخدم في خطوط الأنابيب التي تنقل الوسائط باهظة الثمن والقابلة للاشتعال والمتفجرة.
خطوات عملية
عادةً ما يتم إجراء طريقة اللحام التناكبي للرقبة عن طريق الصب الدقيق لحافة الطرد المركزي.بالمقارنة مع صب الرمل العادي، فإن هيكل هذا النوع من الصب يكون أفضل ويتم تحسين الجودة بشكل كبير.
بادئ ذي بدء، نحتاج إلى طريقة إنتاج فلنجة الطرد المركزي، وطريقة المعالجة ومنتج الصب بالطرد المركزي لتصنيعشفة اللحام بعقب الرقبة.تتم معالجة منتج شفة اللحام التناكبي من خلال خطوات العملية التالية:
① ضع الفولاذ الخام في الفرن الكهربائي ذو التردد المتوسط للصهر لجعل درجة حرارة الفولاذ المنصهر تصل إلى 1600-1700 درجة مئوية؛
② تسخين القالب المعدني إلى 800-900 درجة مئوية والحفاظ على درجة حرارة ثابتة؛
③ ابدأ تشغيل جهاز الطرد المركزي واسكب الفولاذ المنصهر في الخطوة ① في قالب التسخين المسبق في الخطوة ②؛
④ يجب تبريد الصب بشكل طبيعي إلى 800-900 درجة مئوية والاحتفاظ به لمدة 1-10 دقائق؛
⑤ قم بتبريده بالماء ليقترب من درجة الحرارة العادية، ثم قم بإزالة القالب وإخراج الصب
1. حقيبة الانكماش -> 2. صندوق صغير -> 3. الكرتون -> 4. علبة من الخشب الرقائقي القوي
أحد مخازننا

تحميل

التعبئة والشحن

1. مصنع محترف.
2. أوامر المحاكمة مقبولة.
3. خدمة لوجستية مرنة ومريحة.
4. بأسعار تنافسية.
اختبار 5.100%، ضمان الخواص الميكانيكية
6. الاختبار المهني.
1. يمكننا ضمان أفضل المواد وفقا للاقتباس ذات الصلة.
2. يتم إجراء الاختبار على كل تركيب قبل التسليم.
3. جميع الطرود تتكيف مع الشحن.
4. التركيب الكيميائي للمادة مطابق للمعايير الدولية ومعايير البيئة.
أ) كيف يمكنني الحصول على مزيد من التفاصيل حول منتجاتك؟
يمكنك إرسال بريد إلكتروني إلى عنوان البريد الإلكتروني لدينا.سنقدم كتالوجًا وصورًا لمنتجاتنا للرجوع إليها. يمكننا أيضًا توريد تجهيزات الأنابيب، والمسامير والجوز، والحشيات وما إلى ذلك. ونهدف إلى أن نكون مزود حلول نظام الأنابيب الخاص بك.
ب) كيف يمكنني الحصول على بعض العينات؟
إذا كنت بحاجة إلى ذلك، فسوف نقدم لك عينات مجانية، ولكن من المتوقع أن يدفع العملاء الجدد رسومًا سريعة.
ج) هل تقدمون أجزاء مخصصة؟
نعم، يمكنك أن تعطينا الرسومات وسوف نقوم بالتصنيع وفقًا لذلك.
د) إلى أي بلد قمت بتوريد منتجاتك؟
لقد قمنا بالتوريد إلى تايلاند والصين وتايوان وفيتنام والهند وجنوب أفريقيا والسودان والبيرو والبرازيل وترينيداد وتوباغو والكويت وقطر وسريلانكا وباكستان ورومانيا وفرنسا وإسبانيا وألمانيا وبلجيكا وأوكرانيا وغيرها (الأشكال هنا تشمل فقط عملائنا في آخر 5 سنوات.).
هـ) لا أستطيع رؤية البضائع أو لمسها، كيف يمكنني التعامل مع المخاطر التي تنطوي عليها؟
يتوافق نظام إدارة الجودة لدينا مع متطلبات ISO 9001:2015 التي تم التحقق منها بواسطة DNV.نحن نستحق ثقتك تمامًا.يمكننا قبول أمر المحاكمة لتعزيز الثقة المتبادلة.






-

هاتف
-

بريد إلكتروني
-

واتس اب
-

قمة