
Reduktor on üks keemilistest toruliitmikest, mida kasutatakse kahe erineva läbimõõduga toru ühendamiseks.Seda saab jagada kakontsentriline reduktorjaekstsentriline reduktor.
Reduktori materjal: sealhulgas roostevabast terasest reduktor, legeerterasest reduktor ja süsinikterasest reduktor.




Tootmismeetod
Ümarus onreduktorei tohi olla suurem kui 1% vastava otsa välisläbimõõdust ja lubatud kõrvalekalle peab olema ± 3 mm.Reduktorite materjalid peavad vastama SY/T5037, GB/T9711, GB/T8163, Ameerika standardile ASTM A106/A53 GRB, API 5L, APT5CT, ASTM A105, ASTM A234, ASTM A106, DIN Saksa standarditele ja kliendi nõuetele
Reduktor on omamoodi toruliitmik, mida kasutatakse torude reduktoris.Tavaliselt kasutatav vormimisprotsess on redutseerimine, laiendamine või vähendamine pluss laienemine ning tembeldamist saab kasutada ka teatud spetsifikatsioonidega torude vähendamiseks.
1. Vormimist vähendav/paisuv vormimine
Redutseeriva toru redutseerimisprotsess seisneb selles, et redutseeriva toru suure otsaga sama läbimõõduga toru toorik asetatakse vormimisvormi ning metall liigub piki stantsiõõnsust ja kahaneb, vajutades piki teljesuunda. toru toorik.Reduktori suuruse järgi saab selle jagada üheks pressvormimiseks või mitmeks pressvormimiseks.
Laiendamisel kasutatakse torutoorikut, mille läbimõõt on väiksem kui reduktori suure otsa läbimõõt, ja sisemise matriitsiga laiendamiseks piki toru tooriku siseläbimõõtu.Paisutamisprotsessi kasutatakse peamiselt selle probleemi lahendamiseks, et suure läbimõõdu muutusega reduktorit ei ole redutseerimisega lihtne moodustada.Mõnikord kombineeritakse paisutamis- ja redutseerimismeetodeid vastavalt materjali ja toote vormimise nõuetele.
Deformatsiooni ja pressimise vähendamise või laiendamise protsessis kasutatakse külmpressimist või kuumpressimist vastavalt erinevatele materjalidele ja redutseerimistingimustele.Üldiselt kasutatakse külmpressimist nii palju kui võimalik, kuid kuumpressimist tuleb kasutada tugeva töökõvenemise korral, mis on põhjustatud mitmekordsest redutseerimisest, liiga paksust seinapaksusest või legeerterasest materjalidest.
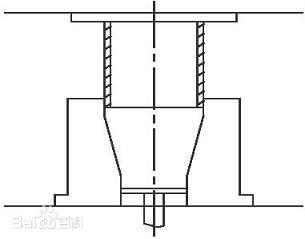
(Vormimise redutseerimise skemaatiline diagramm)
2. Tembeldamine
Lisaks terastorude kasutamisele reduktorite tootmisel toorainena, saab terasplaate kasutada ka teatud spetsifikatsioonide reduktorite tootmiseks stantsimise teel.Joonistamiseks kasutatava matriitsi kuju kujundatakse vastavalt reduktori sisepinna suurusele ning terasplaat pärast tühjendamist surutakse ja tõmmatakse matriitsi poolt.
Rakendus
1. Kui vedeliku vool torustikus muutub, näiteks suureneb või väheneb, ja voolukiirust on vaja vähe muuta, tuleb kasutada reduktorit.
2. Pumba sisselaskeava kavitatsiooni vältimiseks on vaja reduktorit.
3. Instrumentide (nt vooluhulgamõõturid ja reguleerventiilid) liitekohtades on vaja ka vähendavaid torusid, et need sobiksid instrumentide ühendustega.
Klassifikatsioon
Materjali järgi jagatud:
Süsinikteras: ASTM/ASME A234 WPB, WPC
Roostevaba teras: ASTM/ASME A403 WP 304-304L-304H-304LN-304N
ASTM/ASME A403 WP 316-316L-316H-316LN-316N-316Ti
ASTM/ASME A403 WP 321-321H ASTM/ASME A403 WP 347-347H
Jagatud tootmismeetodi järgi:
Seda saab jagada tõukamiseks, pressimiseks, sepistamiseks, valamiseks jne.
Jagatud tootmisstandardite järgi:
Seda saab jagada riiklikeks standarditeks, elektristandarditeks, laevastandarditeks, keemilisteks standarditeks, veestandarditeks, Ameerika standarditeks, Saksa standarditeks, Jaapani standarditeks, Venemaa standarditeks jne.
Postitusaeg: jaanuar 03-2023



