
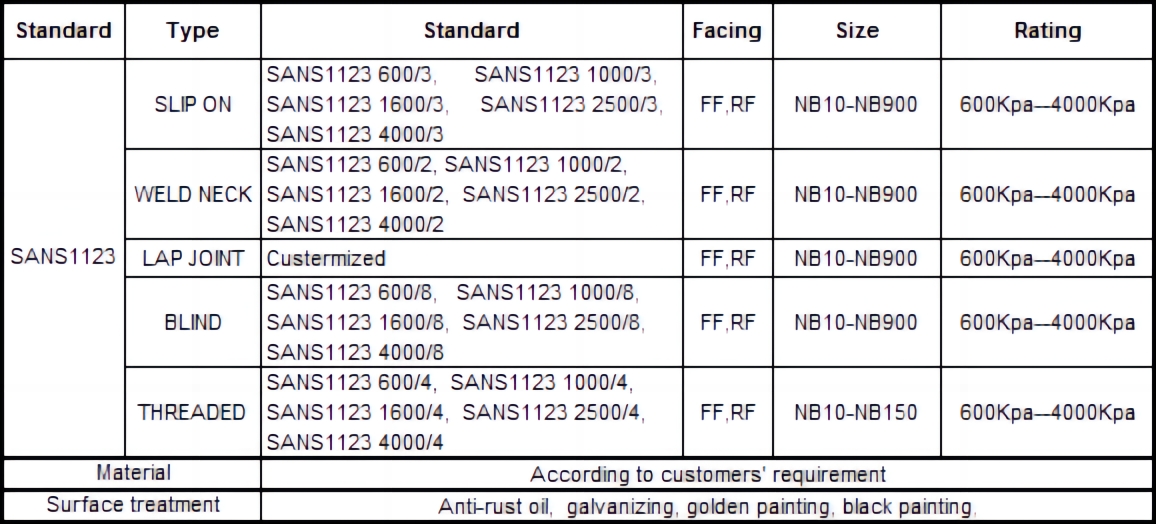
នៅក្រោមស្ដង់ដារ SANS 1123 មានប្រភេទជាច្រើននៃការរអិលនៅលើគែម, ការផ្សារដែក,lap joint flanges,flanges ពិការភ្នែកនិងthreaded flanges ។
នៅក្នុងលក្ខខណ្ឌនៃស្តង់ដារទំហំ SANS 1123 គឺខុសពីស្តង់ដារអាមេរិក ជប៉ុន និងអឺរ៉ុបទូទៅ។ជំនួសឱ្យ Class, PN និង K, SANS 1123 ទទួលយកការតំណាងពិសេសមួយ: ឧទាហរណ៍ជាមួយ welding flange ក 600/3, 1000/3, 1600/3, 250/3, 4000/3, ជាមួយ welding flange គឺ ខុសគ្នា, 600/2, 1000/2, 1600/2, 250/2, 4000/2, ខ្វាក់ខ្វាក់គឺ 600/8, 1000/8, 1600/8, 2500/8, 4000/8, ព្រុយដែលមានខ្សែស្រឡាយគឺ 600/ 4, 1000/4, 1600/4, 2500/4, 4000/4, flange រលុងអាចត្រូវបានប្ដូរតាមបំណងទំហំ។
ប្រឡោះ SANS 1123 ស្ថិតនៅជិតប្រឡោះអ៊ឺរ៉ុបដែលសម្គាល់ដោយ PN ហើយកម្រិតសម្ពាធរបស់វាមានចាប់ពី 250 kPa ទៅ 4000 kPa ដែលត្រូវបានបំប្លែងទៅជាកម្រិតសម្ពាធដែលសម្គាល់ដោយ PN គឺ PN 2.5 ទៅ PN 40 ប៉ុន្តែសីតុណ្ហភាពដែលអាចអនុវត្តបានរបស់វាគឺ - ពី 10 ℃ ទៅ 200 ℃ និងជួរសីតុណ្ហភាពដែលអាចអនុវត្តបានគឺតូច។បន្ទាប់ពីការផ្ទៀងផ្ទាត់វាត្រូវបានគេរកឃើញថាបើប្រៀបធៀបជាមួយ BS EN 1092-1 flange នៅក្រោមទំហំបន្ទាប់បន្សំដូចគ្នានិងថ្នាក់សម្ពាធដែលត្រូវគ្នាទោះបីជា flanges ទំហំបន្ទាប់បន្សំមួយចំនួនធំជាងនៃ SANS 1123 flange គឺស្តើងជាង អង្កត់ផ្ចិតខាងក្រៅនៃ flange កណ្តាលរន្ធ bolt អង្កត់ផ្ចិតរង្វង់ សំណុំរនុក និងការបញ្ជាក់ខ្សែស្រឡាយ ដែលកំណត់ថាតើអាចម៍រុយទាំងពីរអាចត្រូវបានជួសជុលដោយឧបករណ៍តោងនោះ ជាមូលដ្ឋាននៃទំហំការតភ្ជាប់គែមដូចគ្នា ដូច្នេះហើយ បន្ទះ SANS 1123 ជាមូលដ្ឋានបំពេញតាមតម្រូវការនៃថ្នាក់សម្ភារៈបំពង់ផ្សេងៗនៅក្នុងគម្រោងនេះ។
ដោយសារកម្រិតបច្ចេកវិជ្ជាផលិតបំពង់ដែកអាហ្រ្វិកខាងត្បូង ជាទូទៅនៅពីក្រោយប្រទេសអភិវឌ្ឍន៍នៅអឺរ៉ុប និងសហរដ្ឋអាមេរិក សូចនាករបច្ចេកទេសនៃបំពង់ដែកដែលផលិតតាមស្តង់ដារអាហ្រ្វិកខាងត្បូងមានកម្រិតទាប ហើយសមត្ថភាពទប់សម្ពាធមានកម្រិត ដែកថែបអាហ្វ្រិកខាងត្បូង ស្តង់ដារបំពង់នៃគម្រោងនេះត្រូវបានប្រើសម្រាប់តែបំពង់ដែកកាបូនដែលមានសីតុណ្ហភាពទាប និងសម្ពាធទាបប៉ុណ្ណោះ ហើយបំពង់ដែកកាបូនដែលមានសម្ពាធរចនា > 2.5 MPa ឬសីតុណ្ហភាពរចនា> 100 ℃ ហើយបំពង់ដែកអ៊ីណុកទាំងអស់ទទួលយកស្តង់ដារអាមេរិក។សមាសធាតុគីមី និងសន្ទស្សន៍កម្លាំងនៃសម្ភារៈបំពង់ដែកនៅក្នុងស្តង់ដារបំពង់ដែកអាហ្រ្វិកខាងត្បូង និងស្តង់ដារបំពង់ដែកអាមេរិកមានភាពខុសគ្នាជាក់លាក់ ហើយបំពង់ដែកមួយចំនួនមានអង្កត់ផ្ចិតខាងក្រៅខុសៗគ្នា (សូមមើលតារាងទី 1 ដូចជា DN65)។ទោះបីជាបញ្ហានៃភាពខុសគ្នានៃសមាសភាពសម្ភារៈនៃសម្ភារៈមូលដ្ឋានបំពង់ដែកនៅចុងទាំងពីរនៃ weld អាចត្រូវបានដោះស្រាយតាមរយៈការជ្រើសរើសកំណាត់ផ្សារ និងការកែលម្អដំណើរការផ្សារ និងបញ្ហានៃភាពខុសគ្នានៃអង្កត់ផ្ចិតខាងក្រៅនៃ បំពង់ដែកនៅចុងទាំងពីរនៃការផ្សារគូទអាចត្រូវបានដោះស្រាយតាមរយៈការកាត់ staggered ដែលនេះពិតជានាំមកនូវការលំបាកយ៉ាងខ្លាំងដល់ការសាងសង់បំពង់និងមិនអំណោយផលដល់ការធានាគុណភាពសំណង់។ការតភ្ជាប់នៃការផ្សាភ្ជាប់អាចត្រូវបានដឹងតាមរយៈកិច្ចសហប្រតិបត្តិការនៃ flange, gasket និង fastener ។gasket បំបែក flanges នៅចុងទាំងពីរ ហើយ fastener មិនត្រូវការសម្ភារៈដូចគ្នានៃ flanges នៅចុងទាំងពីរ។ដូច្នេះភាពខុសគ្នារវាងសមាសភាពសម្ភារៈនិងអង្កត់ផ្ចិតខាងក្រៅនៃបំពង់ដែកនៅចុងទាំងពីរអាចត្រូវបានដោះស្រាយ។បន្ទាប់ពីបានទាំងអស់, ការតភ្ជាប់នៃបំពង់ដែកជាមួយនឹងស្តង់ដារផ្សេងគ្នាជាធម្មតាកើតឡើងនៅកន្លែងដែលការផ្លាស់ប្តូរថ្នាក់ទីសម្ភារៈបំពង់។សន្លាក់បែបនេះមិនមានច្រើនទេហើយការប្រើប្រាស់ព្រុយនឹងមិនបន្ថែមការចំណាយច្រើនដល់គម្រោងនោះទេ។
ពេលវេលាផ្សាយ៖ ០២-០៣-២០២៣



