
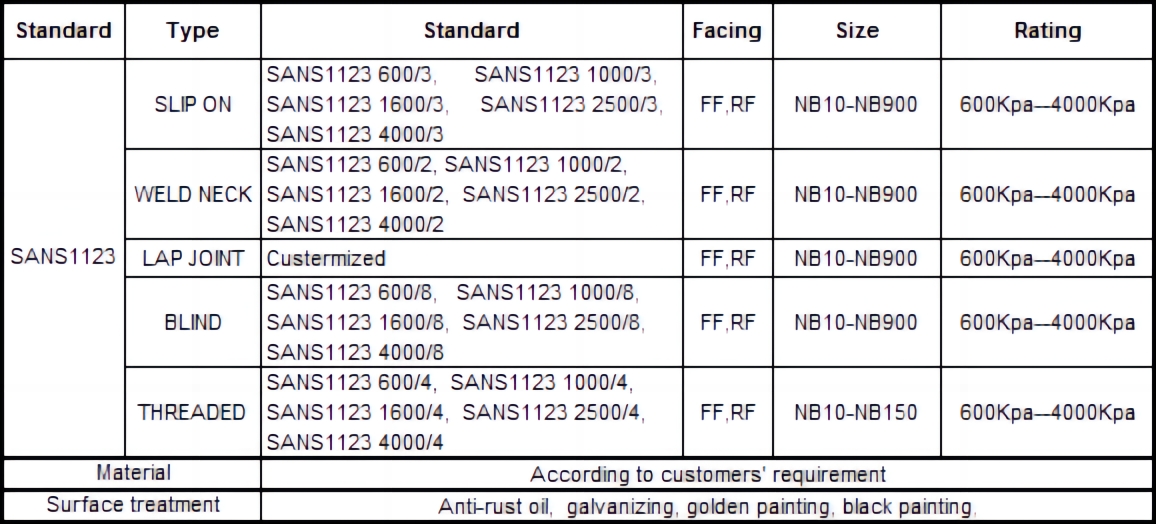
Di binê standarda SANS 1123 de, çend cûreyên şûştinê li ser flanges hene, flanges stûyê welding,flanges hevbeş lap,flanges korûflanges threaded.
Di warê pîvanên pîvanê de, SANS 1123 ji standardên hevpar ên Amerîkî, Japonî û Ewropî cûda ye.Li şûna Class, PN û K, SANS 1123 nûnertiyek taybetî dipejirîne: Mînakî, bi flange welding stûyê 600/3, 1000/3, 1600/3, 250/3, 4000/3, bi stûyê welding flange ye. cihêreng, 600/2, 1000/2, 1600/2, 250/2, 4000/2, flangeya kor 600/8, 1000/8, 1600/8, 2500/8, 4000/8 e, flangeya xêzkirî 600/ e 4.
Flange SANS 1123 nêzîkî flangeya Ewropî ye ku bi PN hatî nîşankirin, û pîvana zexta wê ji 250 kPa heta 4000 kPa ye, ku ji bo pîvana zextê ya ku bi PN hatî nîşankirin, ango PN 2.5 ber PN 40 ve tê veguheztin, lê germahiya wê ya bicîhkirî ev e - 10 ℃ heta 200 ℃, û rêjeya germahiya guncan piçûk e.Piştî verastkirinê, hate dîtin ku, li gorî flangeya BS EN 1092-1, di binê heman mezinahiya navî û pola zextê ya têkildar de, her çend hin flênca binavûdeng ên mezin ên flange SANS 1123 ziravtir in, bejna derve ya flange, navenda qulikê tîrêjê çemberê, setên lêker û taybetmendiya tîrê, ku diyar dike ka gelo du flange dikarin ji hêla lêkeran ve werin sererast kirin, bi bingehîn heman mezinahiya girêdana flangeyê ne, Ji ber vê yekê, flange SANS 1123 di vê projeyê de bi bingehîn hewcedariyên cûrbecûr materyalên boriyê pêk tîne.
Ji ber ku asta teknolojiya hilberîna lûleyên pola yên Afrîkaya Başûr bi gelemperî li pişta welatên pêşkeftî yên Ewropa û Dewletên Yekbûyî ye, nîşaneyên teknîkî yên lûleyên pola yên ku li gorî standardên Afrîkaya Başûr têne hilberandin kêm in û kapasîteya hilgirtina zextê sînordar e, pola Afrîkaya Başûr Standarda boriyê ya vê projeyê tenê ji bo lûleyên pola karbonê bi germahiya nizm û zexta nizm tê bikar anîn, û lûleyên pola karbonê bi zexta sêwiranê > 2.5 MPa an germahiya sêwiranê > 100 ℃ û hemî lûleyên pola zengarnegir standardên Amerîkî qebûl dikin.Pêkhatina kîmyewî û nîşaneya hêzê ya materyalên lûleya pola di standardên boriyên pola yên Afrîkaya Başûr û standardên boriyên pola yên Amerîkî de hin cûdahiyan hene, û hin lûleyên pola xwedan pîvanên cûda yên derve ne (li Tablo 1, wek DN65 binêre).Her çend pirsgirêka cûdahiya pêkhatina materyalê ya materyalê bingehîn boriyek pola li her du dawiya weldê dikare bi hilbijartina çîpên welding û başkirina pêvajoya weldingê ve were çareser kirin, û pirsgirêka cûdahiya di pîvana derveyî ya weldê de. lûleya pola ya li her du hêlên welda qûnê dikare bi qutkirina xêzkirî ve were çareser kirin, ev bê guman zehmetiyên mezin ji avakirina boriyê re tîne û ji garantiya kalîteya çêkirinê re ne alîkar e.Têkiliya morkirinê dikare bi hevkariya flange, gasket û fastener pêk were.Gasket li her du dawiyan felqan ji hev vediqetîne, û pêveker hewcedarê heman materyalê flangeyan li her du dawiyan nake.Ji ber vê yekê, cûdahiya di navbera pêkhateya materyalê û pîvana derveyî ya lûleyên pola de li her du aliyan dikare were çareser kirin.Beriya her tiştî, girêdana lûleyên pola bi standardên cihêreng bi gelemperî li cîhê ku pola materyalê boriyê diguhezîne pêk tê.Têkiliyên weha ne pir in, û karanîna flanges dê lêçûnek zêde li projeyê zêde neke.
Dema şandinê: Mar-02-2023



