
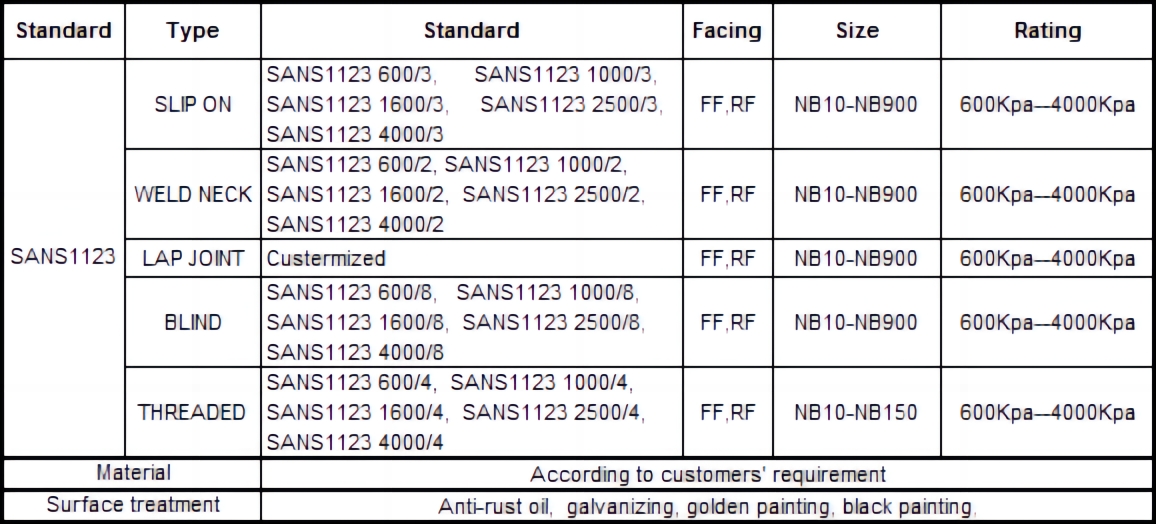
SANS 1123 ਸਟੈਂਡਰਡ ਦੇ ਤਹਿਤ, ਫਲੈਂਜਾਂ 'ਤੇ ਕਈ ਤਰ੍ਹਾਂ ਦੀਆਂ ਸਲਿੱਪਾਂ, ਵੈਲਡਿੰਗ ਨੇਕ ਫਲੈਂਜਾਂ,ਗੋਦ ਦੇ ਸੰਯੁਕਤ flanges,ਅੰਨ੍ਹੇ flangesਅਤੇਥਰਿੱਡਡ flanges.
ਆਕਾਰ ਦੇ ਮਾਪਦੰਡਾਂ ਦੇ ਮਾਮਲੇ ਵਿੱਚ, SANS 1123 ਆਮ ਅਮਰੀਕੀ, ਜਾਪਾਨੀ ਅਤੇ ਯੂਰਪੀਅਨ ਮਿਆਰਾਂ ਤੋਂ ਵੱਖਰਾ ਹੈ।ਕਲਾਸ, PN ਅਤੇ K ਦੀ ਬਜਾਏ, SANS 1123 ਇੱਕ ਵਿਸ਼ੇਸ਼ ਪ੍ਰਤੀਨਿਧਤਾ ਨੂੰ ਅਪਣਾਉਂਦੀ ਹੈ: ਉਦਾਹਰਨ ਲਈ, ਗਰਦਨ ਦੇ ਫਲੈਟ ਵੈਲਡਿੰਗ ਫਲੈਂਜ 600/3, 1000/3, 1600/3, 250/3, 4000/3, ਗਰਦਨ ਬੱਟ ਵੈਲਡਿੰਗ ਫਲੈਂਜ ਦੇ ਨਾਲ ਹੈ। ਵੱਖਰਾ, 600/2, 1000/2, 1600/2, 250/2, 4000/2, ਬਲਾਇੰਡ ਫਲੈਂਜ 600/8, 1000/8, 1600/8, 2500/8, 4000/8, ਥਰਿੱਡਡ ਫਲੈਂਜ 600/8 ਹੈ 4, 1000/4, 1600/4, 2500/4, 4000/4, ਢਿੱਲੀ ਫਲੈਂਜ ਦਾ ਆਕਾਰ ਅਨੁਕੂਲਿਤ ਕੀਤਾ ਜਾ ਸਕਦਾ ਹੈ.
SANS 1123 ਫਲੈਂਜ PN ਨਾਲ ਮਾਰਕ ਕੀਤੇ ਯੂਰਪੀਅਨ ਫਲੈਂਜ ਦੇ ਨੇੜੇ ਹੈ, ਅਤੇ ਇਸਦਾ ਦਬਾਅ ਰੇਟਿੰਗ 250 kPa ਤੋਂ 4000 kPa ਤੱਕ ਹੈ, ਜੋ PN ਨਾਲ ਚਿੰਨ੍ਹਿਤ ਦਬਾਅ ਰੇਟਿੰਗ ਵਿੱਚ ਬਦਲਿਆ ਜਾਂਦਾ ਹੈ, ਅਰਥਾਤ PN 2.5 ਤੋਂ PN 40, ਪਰ ਇਸਦਾ ਲਾਗੂ ਤਾਪਮਾਨ - 10 ℃ ਤੋਂ 200 ℃, ਅਤੇ ਲਾਗੂ ਤਾਪਮਾਨ ਸੀਮਾ ਛੋਟੀ ਹੈ।ਤਸਦੀਕ ਕਰਨ ਤੋਂ ਬਾਅਦ, ਇਹ ਪਾਇਆ ਗਿਆ ਕਿ, BS EN 1092-1 ਫਲੈਂਜ ਦੇ ਮੁਕਾਬਲੇ, ਉਸੇ ਨਾਮਾਤਰ ਆਕਾਰ ਅਤੇ ਸੰਬੰਧਿਤ ਪ੍ਰੈਸ਼ਰ ਸ਼੍ਰੇਣੀ ਦੇ ਅਧੀਨ, ਹਾਲਾਂਕਿ SANS 1123 ਫਲੈਂਜ ਦੇ ਕੁਝ ਵੱਡੇ ਨਾਮਾਤਰ ਆਕਾਰ ਦੇ ਫਲੈਂਜ ਪਤਲੇ ਹਨ, ਫਲੈਂਜ ਬਾਹਰੀ ਵਿਆਸ, ਬੋਲਟ ਹੋਲ ਸੈਂਟਰ ਸਰਕਲ ਵਿਆਸ, ਫਾਸਟਨਰ ਸੈੱਟ ਅਤੇ ਥਰਿੱਡ ਸਪੈਸੀਫਿਕੇਸ਼ਨ, ਜੋ ਇਹ ਨਿਰਧਾਰਤ ਕਰਦੇ ਹਨ ਕਿ ਕੀ ਦੋ ਫਲੈਂਜਾਂ ਨੂੰ ਫਾਸਟਨਰ ਦੁਆਰਾ ਫਿਕਸ ਕੀਤਾ ਜਾ ਸਕਦਾ ਹੈ, ਮੂਲ ਰੂਪ ਵਿੱਚ ਇੱਕੋ ਫਲੈਂਜ ਕਨੈਕਸ਼ਨ ਦਾ ਆਕਾਰ ਹੈ, ਇਸਲਈ, SANS 1123 ਫਲੈਂਜ ਮੂਲ ਰੂਪ ਵਿੱਚ ਇਸ ਪ੍ਰੋਜੈਕਟ ਵਿੱਚ ਵੱਖ-ਵੱਖ ਪਾਈਪ ਸਮੱਗਰੀ ਗ੍ਰੇਡਾਂ ਦੀਆਂ ਲੋੜਾਂ ਨੂੰ ਪੂਰਾ ਕਰਦਾ ਹੈ।
ਕਿਉਂਕਿ ਦੱਖਣੀ ਅਫ਼ਰੀਕੀ ਸਟੀਲ ਪਾਈਪਾਂ ਦੀ ਉਤਪਾਦਨ ਤਕਨਾਲੋਜੀ ਦਾ ਪੱਧਰ ਆਮ ਤੌਰ 'ਤੇ ਯੂਰਪ ਅਤੇ ਸੰਯੁਕਤ ਰਾਜ ਅਮਰੀਕਾ ਦੇ ਵਿਕਸਤ ਦੇਸ਼ਾਂ ਨਾਲੋਂ ਪਿੱਛੇ ਹੈ, ਦੱਖਣੀ ਅਫ਼ਰੀਕੀ ਮਾਪਦੰਡਾਂ ਦੇ ਅਨੁਸਾਰ ਤਿਆਰ ਸਟੀਲ ਪਾਈਪਾਂ ਦੇ ਤਕਨੀਕੀ ਸੂਚਕ ਘੱਟ ਹਨ ਅਤੇ ਦਬਾਅ ਸਹਿਣ ਦੀ ਸਮਰੱਥਾ ਸੀਮਤ ਹੈ, ਦੱਖਣੀ ਅਫ਼ਰੀਕੀ ਸਟੀਲ ਇਸ ਪ੍ਰੋਜੈਕਟ ਦਾ ਪਾਈਪ ਸਟੈਂਡਰਡ ਸਿਰਫ ਘੱਟ ਤਾਪਮਾਨ ਅਤੇ ਘੱਟ ਦਬਾਅ ਵਾਲੀਆਂ ਕਾਰਬਨ ਸਟੀਲ ਪਾਈਪਾਂ ਲਈ ਵਰਤਿਆ ਜਾਂਦਾ ਹੈ, ਅਤੇ ਡਿਜ਼ਾਈਨ ਪ੍ਰੈਸ਼ਰ > 2.5 MPa ਜਾਂ ਡਿਜ਼ਾਈਨ ਤਾਪਮਾਨ > 100 ℃ ਅਤੇ ਸਾਰੀਆਂ ਸਟੇਨਲੈਸ ਸਟੀਲ ਪਾਈਪਾਂ ਅਮਰੀਕੀ ਮਿਆਰਾਂ ਨੂੰ ਅਪਣਾਉਂਦੀਆਂ ਹਨ।ਦੱਖਣੀ ਅਫ਼ਰੀਕਾ ਦੇ ਸਟੀਲ ਪਾਈਪ ਮਿਆਰਾਂ ਅਤੇ ਅਮਰੀਕੀ ਸਟੀਲ ਪਾਈਪ ਮਿਆਰਾਂ ਵਿੱਚ ਸਟੀਲ ਪਾਈਪ ਸਮੱਗਰੀ ਦੀ ਰਸਾਇਣਕ ਰਚਨਾ ਅਤੇ ਤਾਕਤ ਸੂਚਕਾਂਕ ਵਿੱਚ ਕੁਝ ਅੰਤਰ ਹਨ, ਅਤੇ ਕੁਝ ਸਟੀਲ ਪਾਈਪਾਂ ਦੇ ਬਾਹਰੀ ਵਿਆਸ ਵੱਖ-ਵੱਖ ਹੁੰਦੇ ਹਨ (ਵੇਖੋ ਸਾਰਣੀ 1, ਜਿਵੇਂ ਕਿ DN65)।ਹਾਲਾਂਕਿ ਵੇਲਡ ਦੇ ਦੋਵਾਂ ਸਿਰਿਆਂ 'ਤੇ ਸਟੀਲ ਪਾਈਪ ਬੇਸ ਸਮੱਗਰੀ ਦੀ ਸਮੱਗਰੀ ਦੀ ਬਣਤਰ ਵਿੱਚ ਅੰਤਰ ਦੀ ਸਮੱਸਿਆ ਨੂੰ ਵੈਲਡਿੰਗ ਰਾਡਾਂ ਦੀ ਚੋਣ ਅਤੇ ਵੈਲਡਿੰਗ ਪ੍ਰਕਿਰਿਆ ਦੇ ਸੁਧਾਰ ਦੁਆਰਾ ਹੱਲ ਕੀਤਾ ਜਾ ਸਕਦਾ ਹੈ, ਅਤੇ ਵੈਲਡਿੰਗ ਦੇ ਬਾਹਰੀ ਵਿਆਸ ਵਿੱਚ ਅੰਤਰ ਦੀ ਸਮੱਸਿਆ ਨੂੰ ਹੱਲ ਕੀਤਾ ਜਾ ਸਕਦਾ ਹੈ. ਬੱਟ ਵੇਲਡ ਦੇ ਦੋਵਾਂ ਸਿਰਿਆਂ 'ਤੇ ਸਟੀਲ ਪਾਈਪ ਨੂੰ ਸਟਗਰਡ ਟ੍ਰਿਮਿੰਗ ਦੁਆਰਾ ਹੱਲ ਕੀਤਾ ਜਾ ਸਕਦਾ ਹੈ, ਇਹ ਬਿਨਾਂ ਸ਼ੱਕ ਪਾਈਪਲਾਈਨ ਦੇ ਨਿਰਮਾਣ ਲਈ ਬਹੁਤ ਮੁਸ਼ਕਲਾਂ ਲਿਆਉਂਦਾ ਹੈ ਅਤੇ ਉਸਾਰੀ ਦੀ ਗੁਣਵੱਤਾ ਦੀ ਗਾਰੰਟੀ ਲਈ ਅਨੁਕੂਲ ਨਹੀਂ ਹੈ।ਸੀਲਿੰਗ ਕੁਨੈਕਸ਼ਨ ਨੂੰ ਫਲੇਂਜ, ਗੈਸਕੇਟ ਅਤੇ ਫਾਸਟਨਰ ਦੇ ਸਹਿਯੋਗ ਦੁਆਰਾ ਮਹਿਸੂਸ ਕੀਤਾ ਜਾ ਸਕਦਾ ਹੈ.ਗੈਸਕੇਟ ਦੋਹਾਂ ਸਿਰਿਆਂ 'ਤੇ ਫਲੈਂਜਾਂ ਨੂੰ ਵੱਖ ਕਰਦਾ ਹੈ, ਅਤੇ ਫਾਸਟਨਰ ਨੂੰ ਦੋਵਾਂ ਸਿਰਿਆਂ 'ਤੇ ਫਲੈਂਜਾਂ ਦੀ ਸਮਾਨ ਸਮੱਗਰੀ ਦੀ ਲੋੜ ਨਹੀਂ ਹੁੰਦੀ ਹੈ।ਇਸ ਲਈ, ਦੋਵਾਂ ਸਿਰਿਆਂ 'ਤੇ ਸਟੀਲ ਪਾਈਪਾਂ ਦੀ ਸਮੱਗਰੀ ਦੀ ਰਚਨਾ ਅਤੇ ਬਾਹਰੀ ਵਿਆਸ ਦੇ ਵਿਚਕਾਰ ਅੰਤਰ ਨੂੰ ਹੱਲ ਕੀਤਾ ਜਾ ਸਕਦਾ ਹੈ.ਆਖ਼ਰਕਾਰ, ਵੱਖ-ਵੱਖ ਮਾਪਦੰਡਾਂ ਦੇ ਨਾਲ ਸਟੀਲ ਪਾਈਪਾਂ ਦਾ ਕੁਨੈਕਸ਼ਨ ਆਮ ਤੌਰ 'ਤੇ ਉਸ ਥਾਂ 'ਤੇ ਹੁੰਦਾ ਹੈ ਜਿੱਥੇ ਪਾਈਪ ਸਮੱਗਰੀ ਦਾ ਦਰਜਾ ਬਦਲਦਾ ਹੈ।ਅਜਿਹੇ ਜੋੜ ਬਹੁਤ ਸਾਰੇ ਨਹੀਂ ਹਨ, ਅਤੇ ਫਲੈਂਜਾਂ ਦੀ ਵਰਤੋਂ ਪ੍ਰੋਜੈਕਟ ਵਿੱਚ ਬਹੁਤ ਜ਼ਿਆਦਾ ਲਾਗਤ ਨਹੀਂ ਜੋੜਦੀ।
ਪੋਸਟ ਟਾਈਮ: ਮਾਰਚ-02-2023



