
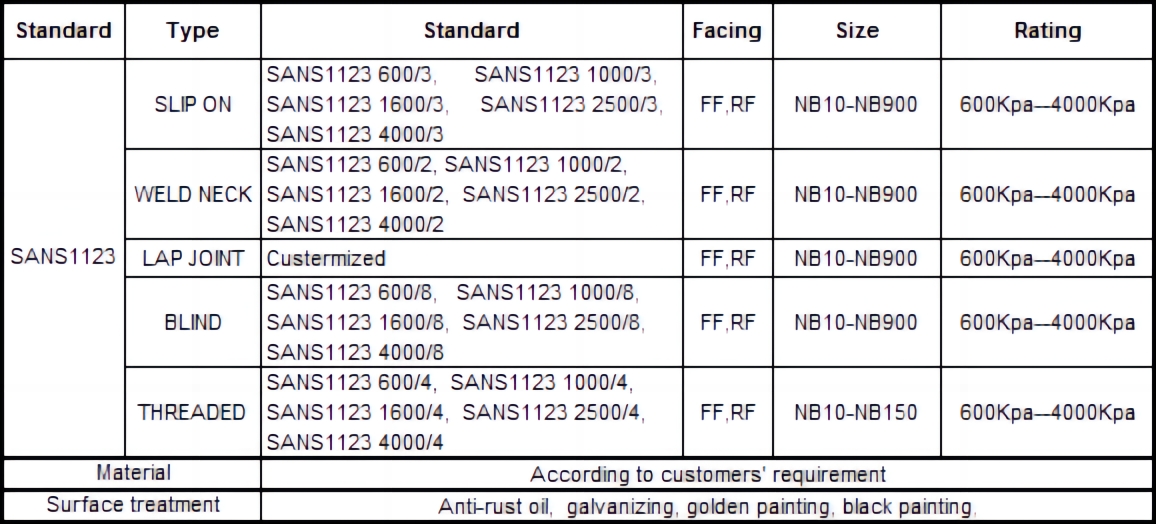
Conform standardului SANS 1123, există mai multe tipuri de flanșe cu alunecare, flanșe de gât de sudură,flanșe de îmbinare suprapusă,flanse oarbeșiflanse filetate.
În ceea ce privește standardele de dimensiune, SANS 1123 este diferit de standardele comune americane, japoneze și europene.În loc de Clasa, PN și K, SANS 1123 adoptă o reprezentare specială: De exemplu, cu flanșă de sudare cu gât plat 600/3, 1000/3, 1600/3, 250/3, 4000/3, cu flanșă de sudare cap la gât este diferit, 600/2, 1000/2, 1600/2, 250/2, 4000/2, flanșa oarbă este 600/8, 1000/8, 1600/8, 2500/8, 4000/8, flanșa filetată este 600/ 4, 1000/4, 1600/4, 2500/4, 4000/4, flanșa liberă poate fi personalizată.
Flanșa SANS 1123 este aproape de flanșa europeană marcată cu PN, iar presiunea sa nominală variază de la 250 kPa la 4000 kPa, care este convertită la presiunea nominală marcată cu PN, și anume PN 2,5 la PN 40, dar temperatura aplicabilă este - 10 ℃ până la 200 ℃, iar intervalul de temperatură aplicabil este mic.După verificare, s-a constatat că, în comparație cu flanșa BS EN 1092-1, sub aceeași dimensiune nominală și clasa de presiune corespunzătoare, deși unele dintre flanșele de dimensiune nominală mai mare ale flanșei SANS 1123 sunt mai subțiri, diametrul exterior al flanșei, centrul orificiului șurubului diametrul cercului, seturile de elemente de fixare și specificațiile filetului, care determină dacă cele două flanșe pot fi fixate prin elemente de fixare, au practic aceeași dimensiune a conexiunii flanșei, prin urmare, flanșa SANS 1123 îndeplinește practic cerințele diferitelor grade de materiale pentru țevi în acest proiect.
Deoarece nivelul tehnologic de producție al țevilor de oțel din Africa de Sud este în general în urmă cu cel al țărilor dezvoltate din Europa și Statele Unite, indicatorii tehnici ai țevilor de oțel produse în conformitate cu standardele din Africa de Sud sunt scăzute, iar capacitatea portantă a presiunii este limitată, oțelul sud-african standardul de țeavă al acestui proiect este utilizat numai pentru țevile din oțel carbon cu temperatură scăzută și presiune joasă, iar țevile din oțel carbon cu presiune de proiectare > 2,5 MPa sau temperatură de proiectare > 100 ℃ și toate țevile din oțel inoxidabil adoptă standardele americane.Compoziția chimică și indicele de rezistență al materialelor țevilor de oțel din standardele țevilor de oțel din Africa de Sud și standardele americane ale țevilor de oțel au anumite diferențe, iar unele țevi de oțel au diametre exterioare diferite (a se vedea tabelul 1, cum ar fi DN65).Deși problema diferenței în compoziția materialului materialului de bază al țevii de oțel la ambele capete ale sudurii poate fi rezolvată prin selectarea tijelor de sudură și îmbunătățirea procesului de sudare, precum și problema diferenței în diametrul exterior al sudurii. țeava de oțel la ambele capete ale sudurii cap la cap poate fi rezolvată prin tăierea eșalonată, acest lucru aduce fără îndoială dificultăți mari la construcția conductei și nu este propice garanției calității construcției.Conexiunea de etanșare poate fi realizată prin cooperarea dintre flanșă, garnitură și element de fixare.Garnitura separă flanșele la ambele capete, iar elementul de fixare nu necesită același material al flanșelor la ambele capete.Prin urmare, diferența dintre compoziția materialului și diametrul exterior al țevilor de oțel la ambele capete poate fi rezolvată.La urma urmei, conectarea țevilor de oțel cu standarde diferite are loc de obicei în locul în care se schimbă calitatea materialului țevii.Astfel de îmbinări nu sunt multe, iar utilizarea flanșelor nu va adăuga costuri mari la proiect.
Ora postării: Mar-02-2023



