
Reduktor kimyoviy quvur qismlaridan biri bo'lib, u ikki xil quvur diametrini ulash uchun ishlatiladi.Buni ham ajratish mumkinkonsentrik reduktorvaeksantrik reduktor.
Reduktor materiali: zanglamaydigan po'latdan yasalgan reduktor, qotishma po'latdan yasalgan reduktor va karbonli po'lat reduktorni o'z ichiga oladi.




Ishlab chiqarish usuli
Dumaloqligireduktormos keladigan uchining tashqi diametrining 1% dan oshmasligi kerak va ruxsat etilgan og'ish ± 3 mm bo'lishi kerak.Reduktorlar materiallari SY/T5037, GB/T9711, GB/T8163, Amerika standarti ASTM A106/A53 GRB, API 5L, APT5CT, ASTM A105, ASTM A234, ASTM A106, DIN Germaniya standartlari va mijozlar talablariga javob berishi kerak.
Reduktor quvur reduktorida ishlatiladigan quvur armatura turidir.Keng tarqalgan bo'lib foydalaniladigan shakllantirish jarayoni qisqartirish, kengaytirish yoki kamaytirish va ortiqcha kengaytirishdir va shtamplash ma'lum xususiyatlarga ega quvurlarni kamaytirish uchun ham ishlatilishi mumkin.
1. Shakllanishni qisqartirish/kengaytiruvchi shakllantirish
Kamaytirish trubasining qisqartiruvchi shakllantirish jarayoni, trubaning katta uchi bilan bir xil diametrga ega bo'lgan trubkani shakllantirish qolipiga qo'yish va metallni qolip bo'shlig'i bo'ylab harakatlantirish va eksenel yo'nalish bo'ylab bosib shakllanish uchun qisqarishdir. quvur bo'sh.Reduktorning o'lchamiga ko'ra, uni bitta press shakllantirish yoki bir nechta press shakllantirishga bo'lish mumkin.
Kengaytiruvchi shakllantirish - diametri reduktorning katta diametridan kichikroq bo'lgan trubka blankasini ishlatish va trubaning ichki diametri bo'ylab kengaytirish uchun ichki qolipdan foydalanish.Kengayish jarayoni asosan katta diametrli o'zgaruvchan reduktorni qisqartirish orqali hosil qilish oson emasligi muammosini hal qilish uchun ishlatiladi.Ba'zan, material va mahsulotni shakllantirish talablariga muvofiq, kengaytirish va kamaytirish usullari birlashtiriladi.
Deformatsiyani kamaytirish yoki kengaytirish va presslash jarayonida sovuq presslash yoki issiq presslash turli materiallarga va kamaytirish shartlariga muvofiq qabul qilinadi.Umuman olganda, sovuq presslash imkon qadar qabul qilinishi kerak, lekin bir necha marta pasayish, devor qalinligi juda qalin yoki qotishma po'latdan yasalgan materiallardan kelib chiqqan qattiq ish qattiqlashuvi uchun issiq presslash qabul qilinishi kerak.
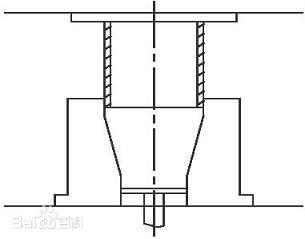
(Qaytaruvchi shakllanishning sxematik diagrammasi)
2. Shtamplash
Reduktorlarni ishlab chiqarish uchun xom ashyo sifatida po'lat quvurlarni ishlatishdan tashqari, po'lat plitalar shtamplash jarayoni orqali ba'zi spetsifikatsiyalarning reduktorlarini ishlab chiqarish uchun ham ishlatilishi mumkin.Chizish uchun ishlatiladigan qolipning shakli reduktorning ichki yuzasi o'lchamiga ko'ra ishlab chiqilgan va bo'sh joydan keyin po'lat plastinka matritsa tomonidan bosiladi va tortiladi.
Ilova
1. Quvurdagi suyuqlik oqimi o'zgarganda, masalan, ortib borayotgan yoki kamayganida va oqim tezligi ozgina o'zgarishni talab qilsa, reduktordan foydalanish kerak.
2. Nasosning kirish qismida kavitatsiyani oldini olish uchun reduktor kerak.
3. Oqim o'lchagichlar va tartibga soluvchi valflar kabi asboblar bilan bo'g'inlarda, shuningdek, asboblarning bo'g'inlari bilan mos keladigan reduksiya quvurlari talab qilinadi.
Tasniflash
Materiallar bo'yicha bo'linadi:
Karbonli po'lat: ASTM / ASME A234 WPB, WPC
Zanglamaydigan po'lat: ASTM/ASME A403 WP 304-304L-304H-304LN-304N
ASTM/ASME A403 WP 316-316L-316H-316LN-316N-316Ti
ASTM/ASME A403 WP 321-321H ASTM/ASME A403 WP 347-347H
Ishlab chiqarish usuli bo'yicha:
Uni surish, bosish, zarb qilish, quyish va boshqalarga bo'lish mumkin.
Ishlab chiqarish standartlari bo'yicha bo'linadi:
U milliy standartlar, elektr standartlari, kema standartlari, kimyoviy standartlar, suv standartlari, amerika standartlari, nemis standartlari, yapon standartlari, rus standartlari va boshqalarga bo'linishi mumkin.
Yuborilgan vaqt: 2023 yil 03-yanvar



